
Následná úprava za tepla lisovaním 3D tlačou súvislý termoplast vystužený uhlíkovými vláknami
Post-obrábanie lisovaním za tepla
| Aj keď má klasický proces tvarovania pomocou tavného nanášania (FDM) inherentné výhody pri výrobe zložitých konštrukčných dielov, súčasti vyrobené pomocou tejto technológie majú stále problémy s nedostatočnou pevnosťou a nízkou tepelnou odolnosťou. |
Na zvýšenie pevnosti produktu je veľmi účinnou metódou použitie ľahkých materiálov vystužených vláknami s vysokou pevnosťou. Niektorí výskumníci zmiešali nasekané vlákna do živicových materiálov a spracovali vláknami vystužené drôty pre FDM. Hoci typický proces FDM zdedený takýmito nasekanými vláknami vystuženými drôtmi má tú výhodu, že tvorí zložité geomorfné komponenty, jeho zvýšenie pevnosti produktu nie je príliš zrejmé a nie je schopné splniť vysoké požiadavky na pevnosť, ktoré sme očakávali. . V porovnaní s materiálmi vystuženými nasekanými vláknami môžu materiály vystužené nekonečnými vláknami výrazne zvýšiť pevnosť produktu, ale kvôli neustálemu obmedzeniu vlákna má metóda tvarovania nedostatočnú schopnosť vytvárať zložité konštrukčné časti.
Na vyriešenie vyššie uvedeného problému kontinuálneho tvarovania vystuženého vláknami sa výskumníci MY a YK z japonskej strednej školy špecializovali na návrh a výrobu nového typu vytláčacej dýzy (obrázok 1).
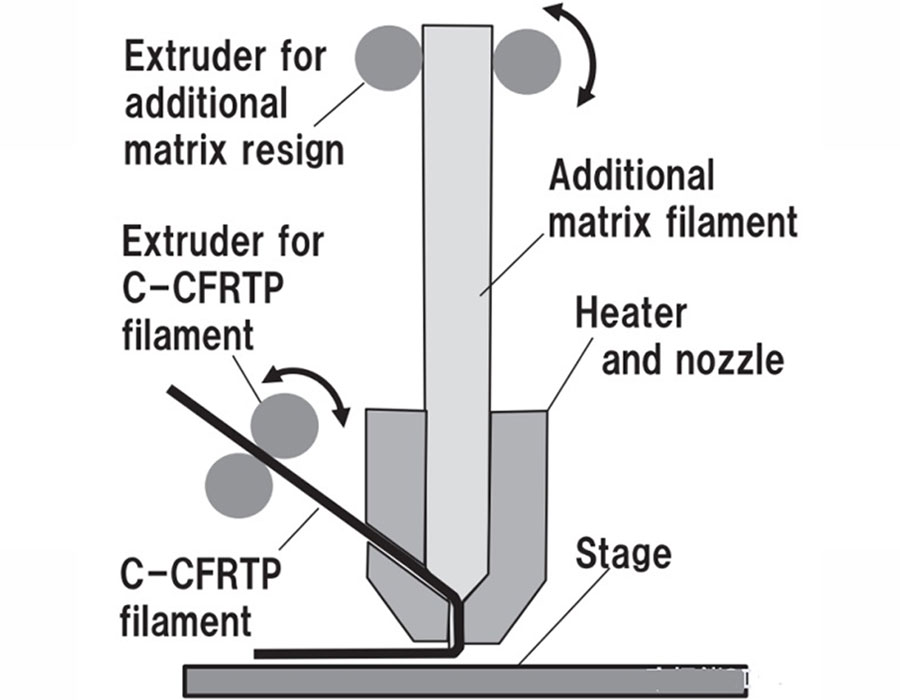
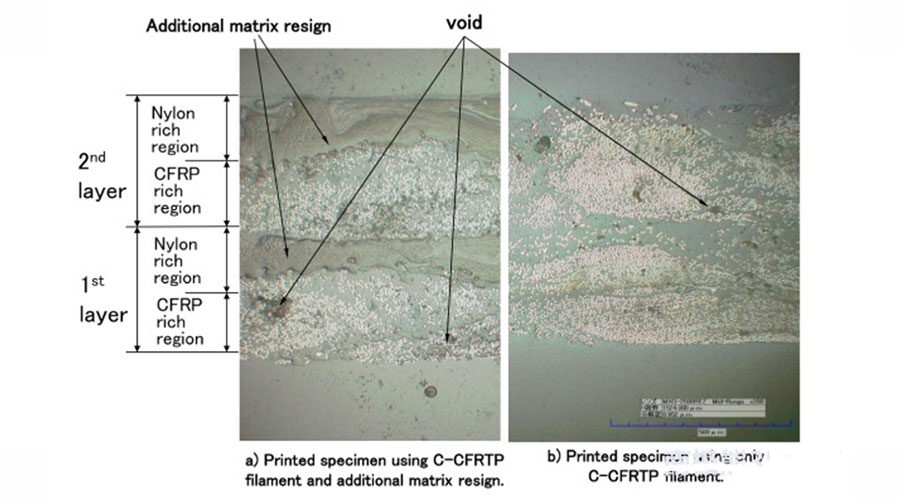
Na rozdiel od konvenčných zariadení vystužených nekonečnými vláknami dýza používa dve podávacie zariadenia na riadenie podávania nekonečného termoplastického drôtu vystuženého uhlíkovými vláknami a prídavného živicového drôtu. Kontinuálnym vláknom vystužený termoplastický drôt, ktorý používajú, je drôt vyrobený z uhlíkových vlákien obalených PA6 s priemerom 0.3 mm, pričom objemový obsah uhlíkových vlákien Vf je riadený na 50 % a prídavným živicovým materiálom je nylon 645. Prierez vrstvy vytlačený dýzou je znázornený na obr. 2. Spodná časť jednej vrstvy je kontinuálnym vláknom vystuženým termoplastickým materiálom a horná časť je prídavný živicový materiál. Ako je zrejmé z obrázku, prídavný živicový materiál môže nahradiť vystuženie vláknami. Priehlbina materiálu znižuje tvorbu dutín počas tlače.
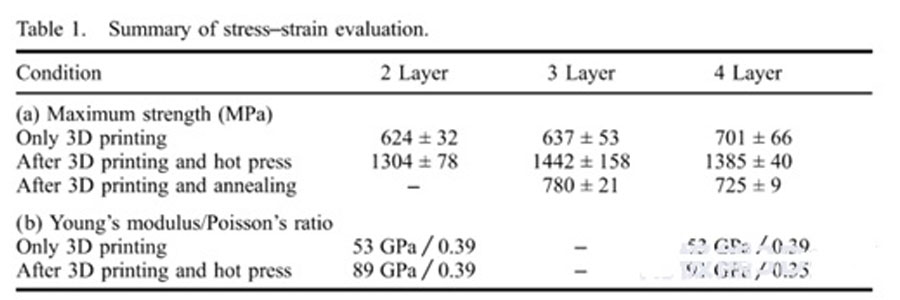
Okrem toho MY a YK použili zariadenie, ktoré vyvinuli na prípravu vzoriek na ťahanie a podrobili sa mechanickým skúškam v ťahu. Výsledky testu ukázali, že modul pružnosti E vzoriek dosiahol 53 Gpa, Poissonov koeficient γ 0.39 a pevnosť v ťahu σb 701 MPa.
Podľa pozorovaní MY a YK predpokladali, že existencia vnútorných pórov v jednej vrstve výlisku má veľmi významný vplyv na mechanické vlastnosti výrobku a predpokladalo sa, že následne určili proces tepelného spracovania. podľa povahy materiálu na ohrev vzorky. A lisovanie za tepla na odstránenie vnútornej pórovitosti. Výsledky ukázali, že tepelné spracovanie výrazne nezlepšilo pevnosť v ťahu vzorky (20 %), ale vzorka po lisovaní za tepla mala dvojnásobný modul pružnosti a pevnosť v ťahu v porovnaní s neošetrenou vzorkou. Vedci sa domnievajú, že proces lisovania za tepla eliminuje póry v monovrstve a má za následok také výrazné zvýšenie mechanických vlastností produktu.
Literatúra:Yamawaki, M., &Kouno, Y. (2018). Výroba a mechanická charakterizácia kontinuálneho termoplastu vystuženého uhlíkovými vláknami pomocou predlisku trojrozmernou tlačou a lisovaním za tepla. Advanced Composite Materials, 27(2), 209-219. doi: 10.1080/09243046.2017.1368840
Odkaz na tento článok : Následná úprava za tepla lisovaním 3D tlačou súvislý termoplast vystužený uhlíkovými vláknami
Vyhlásenie o dotlači: Ak neexistujú žiadne špeciálne pokyny, všetky články na tomto webe sú pôvodné. Uveďte prosím zdroj pre dotlač: https: //www.cncmachiningptj.com/,ďakujeme!
 PTJ® poskytuje celú škálu vlastných presností CNC obrábanie porcelánu služby. ISO 9001: 2015 a AS-9100 certifikované. 3, 4 a 5-osá rýchla presnosť CNC obrábanie služby vrátane frézovania, obrábania podľa požiadaviek zákazníka, schopné obrábania kovových a plastových častí s toleranciou +/- 0.005 mm. Medzi sekundárne služby patrí CNC a bežné brúsenie, vŕtanie,tlakové liatie,plech a lisovanie.Poskytovanie prototypov, plná výroba, technická podpora a úplná kontrola. Poskytuje automobilový priemysel, letecký, formy a svietidlá, led osvetlenie,zdravotné, bicykel a spotrebiteľ elektronika priemyselné odvetvia. Dodanie včas. Povedzte nám niečo o rozpočte vášho projektu a predpokladanom čase dodania. Budeme s vami strategizovať, aby sme poskytli čo najefektívnejšie služby, ktoré vám pomôžu dosiahnuť váš cieľ, Vitajte na stránke Kontaktujte nás ( sales@pintejin.com ) priamo pre váš nový projekt.
PTJ® poskytuje celú škálu vlastných presností CNC obrábanie porcelánu služby. ISO 9001: 2015 a AS-9100 certifikované. 3, 4 a 5-osá rýchla presnosť CNC obrábanie služby vrátane frézovania, obrábania podľa požiadaviek zákazníka, schopné obrábania kovových a plastových častí s toleranciou +/- 0.005 mm. Medzi sekundárne služby patrí CNC a bežné brúsenie, vŕtanie,tlakové liatie,plech a lisovanie.Poskytovanie prototypov, plná výroba, technická podpora a úplná kontrola. Poskytuje automobilový priemysel, letecký, formy a svietidlá, led osvetlenie,zdravotné, bicykel a spotrebiteľ elektronika priemyselné odvetvia. Dodanie včas. Povedzte nám niečo o rozpočte vášho projektu a predpokladanom čase dodania. Budeme s vami strategizovať, aby sme poskytli čo najefektívnejšie služby, ktoré vám pomôžu dosiahnuť váš cieľ, Vitajte na stránke Kontaktujte nás ( sales@pintejin.com ) priamo pre váš nový projekt.

- 5 osové obrábanie
- Cnc frézovanie
- Cnc sústruženie
- Obrábací priemysel
- Proces obrábania
- Povrchová úprava
- Obrábanie kovov
- Obrábanie plastov
- Forma na práškovú metalurgiu
- Die Casting
- Galéria dielov
- Kovové diely pre automobily
- Časti strojov
- LED chladič
- Stavebné časti
- Mobilné diely
- Lekárske diely
- Elektronické súčiastky
- Obrábanie na mieru
- časti bicyklov
- Obrábanie hliníka
- Obrábanie titánu
- Opracovanie nehrdzavejúcej ocele
- Obrábanie medi
- Mosadzové obrábanie
- Obrábanie zo super zliatiny
- Obracanie
- UHMW obrábanie
- Jednostranné obrábanie
- Obrábanie PA6
- PPS obrábanie
- Teflónové obrábanie
- Inconel obrábanie
- Obrábanie nástrojovej ocele
- Viac materiálu




